
Dans un atelier de métallurgie de la Loire, un contrôle de l’inspection du travail révèle en 2024 un dépassement de 40 % de la valeur moyenne d’exposition aux poussières inhalables sur la zone de meulage. Six mois de mise en demeure, 28 000 € d’investissement contraint, et une question qui revient systématiquement : comment aurions-nous pu anticiper ? Les poussières fines constituent l’un des risques les plus insidieux du milieu industriel, précisément parce qu’elles échappent à la vigilance visuelle. Les particules de moins de 10 micromètres pénètrent profondément dans les voies respiratoires sans déclencher le moindre réflexe de protection naturel. Entre ventilation générale, extraction localisée et filtration centralisée, l’équilibre à trouver ne relève ni du luxe ni de la sur-précaution : il engage directement la conformité réglementaire, la santé des opérateurs et la pérennité économique de l’atelier.
Votre plan d’action ventilation en 30 secondes :
- Identifier le type de poussières (bois, métal, composite) et vérifier si l’atmosphère est classée ATEX
- Calculer le débit minimum requis : 60 m³/h par personne multiplié par le coefficient de pollution de l’activité
- Privilégier l’extraction localisée sur les postes émetteurs combinée à une filtration centralisée
- Vérifier la conformité aux nouvelles VME 2026 (4 mg/m³ poussières inhalables) et prévoir une maintenance trimestrielle des filtres
Poussières fines en atelier : des risques trop souvent sous-estimés
Les chiffres officiels de l’Assurance Maladie sont sans appel : le rapport annuel 2024 de l’Assurance Maladie Risques professionnels établit que la hausse des maladies professionnelles atteint 6,7 % en un an, portée notamment par les pathologies liées à l’amiante et les affections respiratoires chroniques. Si les troubles musculosquelettiques occupent le devant de la scène médiatique, les pathologies respiratoires progressent dans l’ombre, avec une particularité redoutable : leur caractère irréversible une fois déclarées.
La silicose, la fibrose pulmonaire ou l’asthme professionnel se développent sur des années d’exposition à des concentrations qui paraissent faibles au quotidien. Un opérateur exposé à 6 mg/m³ de poussières inhalables pendant dix ans franchit un seuil de non-retour biologique, même si l’atelier semble visuellement propre. Les particules de moins de 10 micromètres (PM10) et surtout celles de moins de 2,5 micromètres (PM2,5) franchissent les barrières naturelles du nez et de la gorge pour se loger directement dans les alvéoles pulmonaires, déclenchant des réactions inflammatoires chroniques.
Les enjeux de purification atmosphérique en milieu industriel dépassent largement la simple conformité réglementaire : ils engagent la santé à long terme des équipes et la responsabilité sociétale de l’entreprise. Les secteurs de la métallurgie, du travail du bois, de la peinture ou des composites génèrent des profils de poussières radicalement différents, avec des compositions chimiques qui multiplient les risques. Les poussières de bois dur sont classées cancérogènes de catégorie 1 par le Centre International de Recherche sur le Cancer, tandis que la silice cristalline issue du ponçage de béton ou de céramique provoque des lésions pulmonaires irréversibles à des concentrations extrêmement faibles.
Risque silicose et pathologies chroniques : Les poussières fines de moins de 10 micromètres pénètrent profondément dans les alvéoles pulmonaires sans symptôme immédiat visible. La silicose liée à l’exposition à la silice cristalline est irréversible et peut se déclarer 10 à 20 ans après l’exposition initiale. Les données INRS 2024 montrent que la valeur moyenne d’exposition de 0,1 mg/m³ pour la silice est dépassée dans une proportion significative des ateliers non équipés d’extraction localisée, avec des conséquences sanitaires lourdes et tardives.
Les trois piliers d’une protection efficace de l’air
Contrairement à une idée répandue, la protection d’un atelier contre les poussières ne repose pas sur un système unique miracle, mais sur la combinaison stratégique de trois approches complémentaires. Imaginez un bouclier à trois couches : la ventilation générale assure le renouvellement constant de l’air ambiant, l’extraction localisée capte les polluants directement à leur point d’émission, et la filtration centralisée purifie l’air avant tout rejet vers l’extérieur ou recyclage. Chaque couche joue un rôle distinct, et l’absence de l’une fragilise l’ensemble du dispositif.
La ventilation générale constitue le socle de base de tout atelier. Elle consiste à introduire de l’air neuf en permanence pour diluer les polluants et évacuer l’air vicié. Le Code du travail fixe un débit minimal de 60 m³/h par occupant pour les ateliers à pollution spécifique, et 45 m³/h pour les locaux avec travail physique léger. Mais attention à l’illusion : diluer n’est pas éliminer. Un atelier de 300 m² avec huit opérateurs doit renouveler au minimum 480 m³ d’air par heure, ce qui représente un flux considérable en termes de consommation énergétique, surtout en hiver où cet air doit être chauffé. Les limites de la ventilation générale apparaissent dès qu’une activité génère des émissions concentrées à la source : meulage, ponçage, découpe, soudure. Dans ces configurations, l’air pollué se diffuse dans tout le volume avant d’être évacué, exposant l’ensemble des opérateurs, y compris ceux éloignés de la source d’émission.
L’extraction localisée change radicalement de logique : au lieu de diluer les polluants dans le volume global, elle les aspire au plus près de leur point d’émission, avant même qu’ils ne se dispersent dans l’atelier. Un bras aspirant positionné à 30 centimètres d’une meuleuse capte entre 85 et 95 % des particules émises, contre moins de 40 % pour une ventilation générale seule. Cette performance repose sur une vitesse de captation adaptée à la nature des poussières : 0,5 à 1 m/s pour des poussières fines légères, 1,5 à 2,5 m/s pour des particules plus lourdes ou des fumées de soudure. L’erreur classique consiste à sous-dimensionner le nombre de points d’extraction ou à les positionner trop loin de la zone de travail effective. Sur un poste de meulage d’aluminium, un bras aspirant placé à plus de 50 centimètres perd 60 % de son efficacité, transformant un investissement de 3 000 € en dispositif cosmétique.
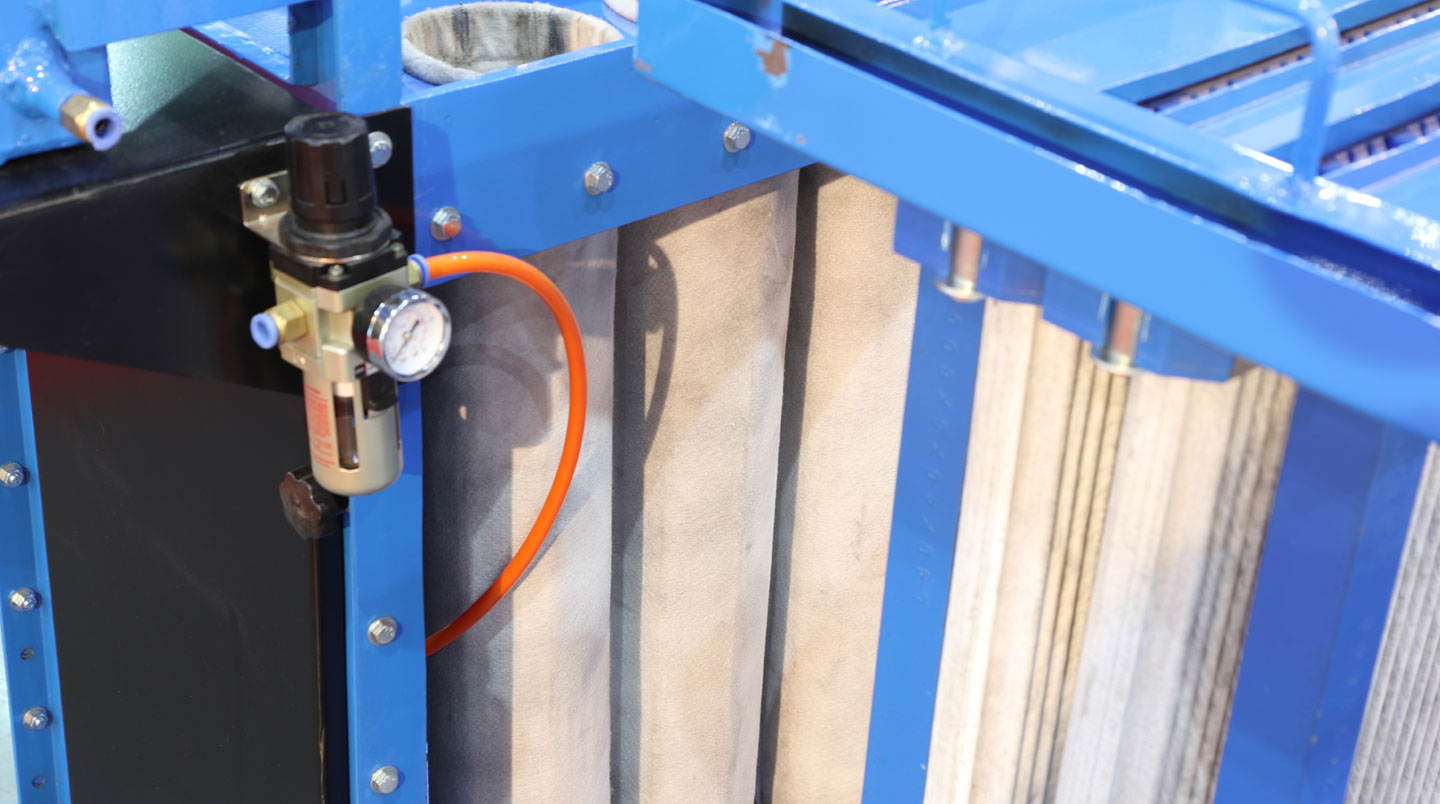
La filtration centralisée vient compléter le dispositif en traitant l’air chargé de poussières capté par les extractions localisées ou par la ventilation générale. Les systèmes professionnels de filtration de l’air combinent des manches filtrantes verticales et un nettoyage automatique pneumatique pour atteindre une efficacité supérieure à 99,5 % sur les particules de plus de 1 micromètre. Cette performance permet non seulement de respecter les seuils réglementaires d’émission vers l’extérieur, mais aussi d’envisager le recyclage de l’air filtré en circuit fermé, source d’économies énergétiques substantielles.
Un filtre centralisé de type Eurofilter NG traite entre 6 000 et 18 000 m³/h selon la configuration. Le nettoyage automatique par impulsions d’air comprimé prolonge la durée de vie des manches jusqu’à 24 mois, contre 6 à 9 mois sans maintenance automatique.
Pour les atmosphères explosives (ateliers aluminium, bois, résines combustibles), les systèmes certifiés ATEX EN 16770 intègrent des dispositifs anti-explosion comme des extincteurs automatiques et des évents de décharge, transformant une obligation réglementaire en garantie de sécurité opérationnelle. Ces solutions sur mesure incluent l’ingénierie complète, la fabrication interne et l’installation, avec une expertise sectorielle qui couvre l’aéronautique, l’automobile, l’agroalimentaire et les composites.
Le tableau suivant compare les trois stratégies selon cinq critères décisionnels : efficacité de captation, consommation énergétique, coût d’installation, maintenance et conformité ATEX. Chaque ligne permet d’arbitrer la solution adaptée à votre configuration d’atelier.
| Critère | Ventilation générale | Extraction localisée | Filtration centralisée |
|---|---|---|---|
| Efficacité captation particules | 30-50 % (dilution) | 85-95 % (captation source) | 95-99,5 % (filtres HEPA/manches) |
| Consommation énergétique | Élevée (débits importants continus) | Modérée (débits ciblés) | Optimisée (recyclage air possible) |
| Coût installation PME 300 m² | 5 000-12 000 € | 8 000-25 000 € | 18 000-55 000 € |
| Maintenance annuelle | Faible (nettoyage gaines) | Modérée (filtres mobiles) | Structurée (manches trimestriel) |
| Conformité ATEX | Non adaptée | Possible (certification unité) | Oui (EN 16770 intégrable) |
La lecture de ce tableau révèle un constat : pour les ateliers de moins de 200 m² sans atmosphère ATEX, l’extraction localisée sur les postes émetteurs peut suffire si elle est correctement dimensionnée. Au-delà de 500 m² ou en présence de poussières combustibles, la filtration centralisée devient non seulement recommandée, mais souvent obligatoire pour garantir la conformité réglementaire dans la durée.
Le cadre réglementaire français en 2026
Le Code du travail encadre strictement l’aération et l’assainissement des locaux de travail à travers le chapitre R4222. L’article R4222-1 pose le principe fondamental : dans les locaux fermés où les travailleurs séjournent, l’air doit être renouvelé pour maintenir un état de pureté propre à préserver leur santé. Mais c’est l’article R4222-12 qui tranche sans ambiguïté : tel que l’encadre le Chapitre R4222 du Code du travail sur l’aération, les émissions de substances insalubres ou dangereuses doivent être supprimées ou, à défaut, captées au plus près de leur source d’émission, aussi efficacement que possible.
Cette obligation de captage à la source n’est pas une recommandation, mais une exigence légale dont le non-respect expose l’employeur à une mise en demeure de l’inspection du travail, assortie d’un délai de mise en conformité généralement compris entre trois et six mois. En cas de danger grave et imminent, l’arrêt temporaire de l’activité peut être prononcé immédiatement.
Les valeurs limites d’exposition professionnelle ont connu une révolution en 2023 avec le décret 2021-1763, renforcé par le décret 2024-307 du 4 avril 2024. Comme le mesure la base VLEP officielle de l’INRS, la valeur moyenne d’exposition sur huit heures pour les poussières inhalables a été abaissée de 10 mg/m³ à 4 mg/m³, soit une réduction de 60 %. Pour les poussières alvéolaires, le seuil passe de 5 mg/m³ à 0,9 mg/m³. Ces nouvelles valeurs imposent une refonte complète des stratégies de protection dans de nombreux ateliers qui respectaient les anciens seuils mais se retrouvent désormais en dépassement.
Pour certaines substances, les seuils sont encore plus contraignants : 1 mg/m³ pour les poussières de bois, entre 0,1 et 0,005 mg/m³ pour la silice cristalline selon sa forme. L’employeur est tenu de réaliser des mesurages réguliers de l’exposition, notamment après chaque changement de procédé de travail, et de consigner ces résultats dans le Document Unique d’Évaluation des Risques. Au-delà de la protection des équipements de protection individuelle comme les gants homologués pour les professionnels exposés aux risques mécaniques et chimiques, la priorité absolue reste la suppression ou la réduction des émissions à la source par des moyens de protection collective.
Calendrier réglementaire 2026 : Les nouvelles VLEP pour les poussières (4 mg/m³ inhalables, 0,9 mg/m³ alvéolaires) sont en vigueur depuis le 1er juillet 2023. Les employeurs disposaient d’une période transitoire jusqu’à fin 2025 pour adapter leurs installations. À partir de 2026, tout dépassement constaté lors d’un contrôle entraîne une mise en demeure immédiate sans période de tolérance supplémentaire.
Dimensionner son installation : éviter les deux pièges
La tentation est grande de surdimensionner par précaution, en se disant qu’un système plus puissant sera forcément plus efficace. L’expérience du terrain montre l’inverse : un atelier de menuiserie de Vendée a installé en 2022 un système d’extraction de 12 000 m³/h pour un volume de 400 m², soit trois fois le débit nécessaire. Résultat : des déperditions thermiques hivernales massives, une facture énergétique en hausse de 35 %, et un amortissement qui passe de cinq à neuf ans. À l’inverse, sous-dimensionner l’installation expose à un dépassement des VME, avec des risques sanitaires et réglementaires immédiats. L’équilibre se trouve dans une méthodologie de calcul précise, adaptée à la réalité de chaque atelier.
La première étape consiste à identifier précisément la nature des polluants :
- Poussières inertes
- Poussières toxiques (plomb, chrome hexavalent)
- Poussières combustibles (aluminium, bois)
- Fumées de soudure
- Brouillards d’huile
Chaque catégorie impose des contraintes spécifiques de captation et de filtration. Les coefficients de pollution varient selon l’activité : 1,2 pour un usinage léger de métaux ferreux, 1,8 pour du meulage intensif, 2,5 pour du ponçage de bois exotique. Ces coefficients multiplient le débit de base calculé par le nombre d’opérateurs. Un atelier de métallurgie de 500 m² avec douze opérateurs en meulage intensif nécessite un débit minimal de 60 m³/h × 12 × 1,8 = 1 296 m³/h, auquel s’ajoute le renouvellement d’air général. La classification ATEX doit être systématiquement vérifiée : aluminium, magnésium, poussières fines de bois et certaines résines génèrent des atmosphères explosives qui imposent des équipements certifiés EN 16770.
Le calcul du débit d’extraction localisée repose sur la vitesse de captation requise et la surface de la zone d’émission. Pour une meuleuse d’angle de 125 mm avec une surface d’émission de 0,05 m² et une vitesse de captation de 1,5 m/s, le débit nécessaire est de 0,05 × 1,5 × 3 600 = 270 m³/h par poste. Un atelier équipé de quatre postes de meulage simultanés doit prévoir 1 080 m³/h uniquement pour l’extraction localisée, sans compter la ventilation générale complémentaire. Les pertes de charge dans les gaines viennent alourdir le bilan : chaque coude à 90°, chaque réduction de section, chaque mètre linéaire de conduit génère une résistance qui oblige à augmenter la puissance du ventilateur.

Un système parfaitement dimensionné sur le papier peut se heurter à des réalités d’implantation : hauteur sous plafond insuffisante pour installer un filtre centralisé, impossibilité de traverser certaines zones pour faire passer les gaines, puissance électrique disponible limitée. Les solutions modulaires permettent de fractionner l’installation en plusieurs unités de filtration plus petites, au prix d’une complexité accrue de maintenance. Le recyclage de l’air filtré en circuit fermé réduit les déperditions thermiques de 30 à 50 %, mais impose une efficacité de filtration maximale et une surveillance renforcée. Les audits énergétiques révèlent que les installations récentes équipées de variateurs de fréquence consomment 25 à 40 % d’électricité en moins que les systèmes à débit fixe.
- Si vous générez principalement des poussières de bois (sciure, ponçage) :
- Atelier inférieur à 200 m² : extraction localisée mobile (1 à 2 bras aspirants) avec filtre à manches compact. Budget 8 000 à 15 000 €. Attention : bois dur classé cancérogène, VME 1 mg/m³.
- Atelier supérieur à 200 m² : filtration centralisée avec réseau de gaines. Budget 22 000 à 38 000 €. ATEX obligatoire si poussières fines de bois (risque explosion).
- Si vous travaillez le métal (meulage, usinage, soudure) :
- Présence d’aluminium ou magnésium : ATEX OBLIGATOIRE (EN 16770 ST1). Système centralisé certifié avec extincteur intégré. Budget 45 000 à 70 000 €. Non négociable (risque explosion).
- Acier, inox uniquement : extraction localisée sur postes meulage/soudure avec filtre centralisé standard. Budget 18 000 à 32 000 €. VME fer 5 mg/m³.
- Si vous manipulez des composites (résines, fibres) :
Filtration centralisée OBLIGATOIRE (particules fines + COV). Vérifier classification ATEX si résines combustibles. Budget 28 000 à 55 000 €. Surveillance médicale renforcée des opérateurs requise.
- Si vous gérez une cabine de peinture ou pulvérisation :
Système dédié cabine avec filtration sèche et charbon actif (COV). Extraction localisée insuffisante. Budget 35 000 à 65 000 €. Conformité réglementation COV en vigueur.
Une fois le type de système identifié selon votre profil d’activité, la validation technique impose une démarche méthodique pour éviter les erreurs de dimensionnement. Les retours d’expérience des bureaux de contrôle montrent que près de 40 % des installations auditées présentent au moins un écart entre le besoin réel et la solution installée : débit sous-estimé sur un poste de meulage, absence de certification ATEX alors que l’aluminium est travaillé régulièrement, ou inversement, système surdimensionné entraînant une facture énergétique excessive. La checklist ci-dessous synthétise les huit points de contrôle à vérifier systématiquement avant de signer un devis, afin de garantir une installation conforme, efficace et rentable sur la durée.
- Identifier précisément le type de poussières : granulométrie, composition chimique, combustibilité
- Calculer le débit minimum requis : nombre d’opérateurs × 60 m³/h × coefficient pollution activité (1,2 à 2,5)
- Vérifier si l’activité génère une atmosphère ATEX (aluminium, bois fin, résines) : certification EN 16770 obligatoire
- Dimensionner l’extraction localisée sur TOUS les postes émetteurs (meulage, ponçage, découpe) avec débit adapté par poste
- Prévoir les coûts de maintenance : remplacement manches filtrantes (budget annuel 8 à 15 % du coût d’installation)
- Consulter le médecin du travail pour validation exposition VME/VLE selon votre secteur
- Demander 2 à 3 devis comparatifs avec visite technique sur site (pas de devis téléphonique générique)
- Vérifier les certifications constructeur (marquage CE, certification ATEX si applicable, conformité directive machines)
Vos questions sur la ventilation et la filtration d’atelier ?
Quel budget prévoir pour une installation complète dans un atelier de 300 m² ?
Pour un atelier de métallurgie de 300 m² avec huit postes de travail, comptez entre 18 000 et 32 000 € pour une installation complète (extraction localisée sur quatre postes émetteurs, filtre centralisé et réseau de gaines). Le détail se répartit ainsi : extraction localisée 8 000 à 12 000 €, filtre à manches 8 000 à 15 000 €, installation et gaines 2 000 à 5 000 €. Le budget de maintenance annuelle représente environ 1 800 à 3 200 €, incluant le remplacement des filtres et les contrôles réglementaires. L’amortissement s’étale généralement sur cinq à sept ans, avec la possibilité de bénéficier de dispositifs d’amortissement accéléré pour certains équipements de dépollution en 2026 (à vérifier selon la législation en vigueur).
Combien de temps prend l’installation d’un système de filtration ?
Le délai moyen d’installation varie entre trois et six semaines selon la complexité de la configuration. Ce calendrier se décompose en plusieurs phases : étude technique sur site et relevé de cotes (une semaine), fabrication de l’équipement sur mesure (deux à trois semaines), installation physique et mise en service (trois à cinq jours ouvrés). Les installateurs peuvent intervenir en dehors des heures de production pour minimiser l’arrêt d’activité. Il est conseillé d’anticiper ce planning deux à trois mois avant la date souhaitée de mise en service, afin d’éviter les périodes de rush et les surcoûts associés.
La ventilation générale suffit-elle ou faut-il obligatoirement une extraction localisée ?
Pour les activités émettant des poussières à la source (meulage, ponçage, découpe, soudure), l’extraction localisée est obligatoire selon l’article R4222-10 du Code du travail. La ventilation générale seule dilue les polluants dans le volume de l’atelier mais ne les capte pas efficacement : son taux de captation plafonne entre 30 et 50 %, contre 85 à 95 % pour une extraction localisée bien positionnée. Le risque d’un système de ventilation générale seul réside dans le dépassement des VME constaté lors d’un contrôle de l’inspection du travail, avec pour conséquence une mise en demeure assortie d’un délai de mise en conformité. Les deux dispositifs sont complémentaires : l’extraction localisée capte les émissions à la source, la ventilation générale renouvelle l’air ambiant résiduel.
À quelle fréquence faut-il remplacer les filtres ?
La fréquence de remplacement des manches filtrantes varie fortement selon l’intensité d’utilisation. En usage intensif avec fonctionnement en trois-huit (métallurgie, production continue), les filtres doivent être remplacés tous les six à neuf mois. En usage standard avec une équipe (menuiserie, artisanat), la durée de vie s’étend de douze à dix-huit mois. Les systèmes équipés de nettoyage automatique pneumatique ou mécanique prolongent cette durée jusqu’à vingt-quatre mois. Les indicateurs de surveillance incluent le manomètre de perte de charge (au-delà de 250 Pa, le remplacement s’impose), la baisse visible du débit d’extraction et la présence d’empoussièrement résiduel dans l’atelier malgré le fonctionnement du système. Une maintenance préventive trimestrielle permet de contrôler la pression, nettoyer le ventilateur et vérifier l’état des vannes.
Peut-on installer un système sur une installation existante ?
Le retrofit d’une installation existante est possible dans environ 80 % des cas. Plusieurs solutions s’offrent à vous : ajout d’une extraction localisée sur une ventilation générale existante (si le débit disponible est suffisant), remplacement d’un filtre ancien par un système modulaire moderne compatible avec les gaines en place (type Eurofilter NG), montage d’un système mobile autonome sans travaux de gaines (solution temporaire ou pour petits ateliers). Un audit technique préalable reste obligatoire pour vérifier la compatibilité : diamètres des gaines, puissance électrique disponible, configuration spatiale. Le coût d’un retrofit représente généralement 60 à 75 % du coût d’une installation neuve, ce qui en fait une option économiquement intéressante.
Quelles économies d’énergie avec un système récent comparé à un ancien ?
Les systèmes de filtration récents (2020-2026) intègrent des technologies qui réduisent significativement la consommation énergétique. Les variateurs de fréquence ajustent le débit selon le besoin réel et permettent une économie de 25 à 40 % par rapport à un système à débit fixe. Les moteurs haute efficacité IE3 ou IE4 consomment 15 à 20 % de moins que les moteurs standards. Le recyclage de l’air filtré, lorsqu’il est autorisé (hors ATEX), réduit les déperditions thermiques hivernales de 30 à 50 %. Un cas concret : un atelier de 500 m² remplaçant un système de 2015 par un Eurofilter NG à débit variable réalise une économie annuelle de 3 200 à 4 800 € sur les postes électricité et chauffage. Le retour sur investissement énergétique se situe généralement entre quatre et six ans. Pour aller plus loin sur l’optimisation globale de votre consommation, consultez les stratégies de réduction des coûts d’électricité pro sans changer l’ensemble de votre parc matériel.
- Réaliser un audit de l’exposition actuelle : mesurer les concentrations de poussières sur les postes de travail et comparer aux VME 2026 (4 mg/m³ inhalables, 0,9 mg/m³ alvéolaires)
- Identifier les postes émetteurs prioritaires nécessitant une extraction localisée (meulage, ponçage, soudure, découpe)
- Vérifier la classification ATEX de votre activité avec un organisme accrédité si vous travaillez l’aluminium, le bois fin ou les résines
- Demander des devis détaillés incluant étude technique, fourniture, installation et formation des opérateurs
- Planifier la maintenance préventive trimestrielle (contrôle manomètre, nettoyage ventilateur, vérification manches)
Les retours d’expérience des ateliers ayant investi dans une solution complète montrent que l’équilibre entre ventilation, extraction et filtration ne relève pas d’une formule unique applicable partout. Un atelier de 300 m² en métallurgie légère n’aura pas les mêmes besoins qu’une menuiserie industrielle de 800 m² travaillant le chêne. La clé réside dans le dimensionnement juste : ni trop faible pour rester conforme, ni excessif pour éviter le gaspillage énergétique. Les technologies actuelles, combinant filtration haute performance et optimisation énergétique, permettent de concilier protection des opérateurs et maîtrise des coûts d’exploitation sur le long terme.
Limites de ce guide :
- Ce guide ne remplace pas une étude technique personnalisée par un bureau de contrôle agréé selon votre configuration d’atelier spécifique
- Les valeurs limites d’exposition (VME/VLE) et normes mentionnées sont celles en vigueur en 2026 et peuvent évoluer (vérifier les textes officiels sur Légifrance)
- Chaque environnement industriel nécessite une analyse spécifique des polluants, débits et risques ATEX par un expert certifié
Risques explicites :
- Risque de pathologie respiratoire chronique irréversible si sous-dimensionnement du système (exposition prolongée au-delà des VME)
- Risque d’explosion si atmosphère ATEX non détectée et système non conforme à la norme EN 16770 (coût d’un sinistre : plusieurs centaines de milliers d’euros)
- Risque de sanction de l’inspection du travail si non-conformité à l’article R4222-6 (mise en demeure pouvant aller jusqu’à l’arrêt temporaire d’activité)
Organisme à consulter : Bureau de contrôle accrédité (APAVE, Bureau Veritas, SOCOTEC) ou médecin du travail pour évaluation des risques spécifiques à votre secteur.